十大航空焊接技术,你了解哪几种?
电阻焊是将被焊零件装配成搭接接头,压紧于两电极之间,利用电流流经零件接触面及邻近区域产生的电阻热将其加热到熔化或塑性状态,在电极压力下形成金属连接的一种方法。电阻焊方法主
01、电阻焊



电阻焊是将被焊零件装配成搭接接头,压紧于两电极之间,利用电流流经零件接触面及邻近区域产生的电阻热将其加热到熔化或塑性状态,在电极压力下形成金属连接的一种方法。电阻焊方法主要有四种,即点焊、缝焊、凸焊、对焊,其中点焊和缝焊最为常见。电阻焊熔核形成时,始终被塑性环包围,熔化金属与空气隔绝,冶金过程简单,加热时间短且热量集中,变形与应力也小,通常无需热处理工序,不需要填充金属,成本低,生产效率高。
在飞机制造中,大到机身蒙皮、隔框、舱门、油箱及副油箱,小至膜盒、波纹管及电器元件的接点;在发动机制造中,火焰、加力燃烧室、压气机静叶片、发动机轴承座等,均使用了点焊和缝焊。对焊在我国航空生产中仅用于发动机环形安装边及排气门的焊接,国外还广泛用于起落架生产。上述构件材料涉及低碳钢、低合金钢、不锈钢、高温合金、铝合金、铜合金、钛合金,以及双金属板等。它们均可以获得满意的电阻焊接头。
02、气体保护焊与自动化
气体保护焊是将被焊零件接头部位加热到熔化状态,经过熔池冷却、凝固形成焊缝的焊接方法,具体分为手工钨极氩弧焊、自动钨极氩弧焊和熔化极气体保护焊等,其中,钨极氩弧焊(TIG焊)是航空工业中应用最为广泛的气体保护焊接方法。
TIG焊采用钨棒作为非熔化电极,利用外加气体作为保护介质,电弧和熔池的可见性好,操作方便,没有熔渣或熔渣很少,不需焊后清渣,适于各种位置焊接,可以焊接几乎所有的金属材料。制造院传承和拓展了TIG焊的传统优势,针对各种牌号钛合金、铝合金、高温合金和结构钢等材料开展焊接工艺研究,开发了低应力无变形焊接、活性焊剂焊接、自动化焊接系统等焊接质量控制技术,以实现构件的高质量、高效率、无变形焊接,形成了航空薄壁焊接构件制造的关键技术。
03、扩散焊
扩散焊是将待焊工件置于真空和保护气体环境中加热和保温,在一定温度和压力作用下,工件焊接面紧密接触发生微观塑性变形,使界面微观孔洞逐渐减小直至消失,界面两边的原子发生跨界面的原子扩散,从而形成冶金连接的牢固接头的焊接方法。扩散焊可分为无中间层的扩散焊和有中间层的扩散焊,具有如下优点:基体不过热、不熔化,可以在不降低被焊接材料性能的情况下焊接几乎所有的金属和非金属,特别适合于熔焊和其他方法难以焊接的材料;接头质量好,其显微组织和性能接近或相同,焊接参数易于精确控制,批量生产时接头质量和性能稳定;成形精度高、变形小,焊后的工件只需进行少量去除余量机械加工或不进行机械加工。
1970年,制造院在首次在国内完成了扩散焊接试验,经过几十年的发展,扩散焊技术广泛应用于高温合金、钛合金、粉末合金、高强钨钼合金和异种材料间的高性能连接。已经应用于航空航天领零部件的制造,例如进气机匣组件钛合金空心支板、钛合金离心叶轮、导弹用钛合金空心舵面、钛合金/不锈钢网过滤器、不锈钢/铜合金风洞喉道件、铝/不锈钢接头、伺服阀射流盘组件等。
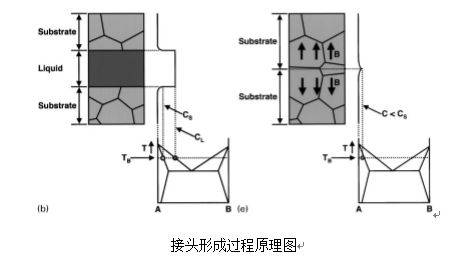
04、TLP扩散焊
由于航空、航天、空间技术以及微电子技术的发展,单晶材料、金属间化合物、复合材料和异种材料连接结构得到了较大发展,这些材料或结构使用一般的连接方法难以达到理想效果,TLP连接技术满足了这些难连接材料的连接需要,因而在上述领域中具有广阔的工程应用前景。TLP技术综合了固相扩散连接和高温钎焊的优点,避免了熔焊过程中结晶过程的不可控性和固相扩散连接引起的形状尺寸变形及对于设备和工艺过程的苛刻要求,可以获得组织性能与母材相同或相近的高强度接头,同时保证复杂形状构件的形状尺寸精度。
近年来,我国开展了定向凝固高温合金和单晶高温合金等材料的过渡液相扩散焊技术研究,实现了某型双联定向合金叶片的焊接批生产,开展了多个型号发动机单晶双联导向叶片TLP扩散焊接的可行性研究。在多晶高温合金方面,实现了多种高温合金薄壁换热结构的试制和生产。
05、金属蜂窝壁板结构钎焊
金属蜂窝结构起源于仿生学,模仿蜜蜂蜂巢结构,通过钎焊或扩散焊方式将制备好的蜂窝结构和两层蒙皮连接起来形成的整体壁板结构,是一种集高强度、高刚度,耐高温、耐腐蚀、隔热、消音、减振等多功能于一体的轻量化结构,在航空航天、船舶、导弹等领域应用广泛。
与传统加筋组合壁板对比,在相同轮廓尺寸结构、同等载荷要求的情况下,蜂窝夹层结构可减重15%以上,零件数量只有传统加筋结构的1/3,机械连接件数量减少了70%,从而减少了因连接装配开孔对结构产生的削弱和初始缺陷,有效提高了蒙皮的表面质量,同时减少部装和隐身维护工作量60%以上。采用金属蜂窝壁板结构整体刚性、强度得到了大幅提高,抗冲击能力得到极大的加强,是一种高效隔热结构,对降低飞机的红外特征有积极意义。20世纪70年代,我国开始针对高刚度、轻质蜂窝壁板结构工程应用开展了探索研究,近10年来针对钛合金、不锈钢、高温合金蜂窝芯体制造、加工,蜂窝壁板结构钎焊,无损检测,性能评估等开展了系统研究,突破了复杂型面蜂窝芯体制备、加工工艺,大面积复杂型面金属蜂窝夹层结构钎焊质量控制、钛合金蜂窝壁板结构钎焊接头脆性及消音蜂窝夹层壁板结构钎焊过程中消音孔保护及焊合率控制等关键技术,建立了金属蜂窝壁板结构生产线,形成了钛合金蜂窝壁板结构制造技术相关标准、体系,建立了性能数据库。制造院于2010年起先后实现了不锈钢、钛合金、高温合金等材料金属蜂窝壁板结构产品(包括口盖、防火墙、舵翼面、消音声衬)在先进战斗机、大型运输机、高速飞行器上的成功应用,极大地提升了我国大型轻量化结构的综合制造技术水平。
06、电子束焊
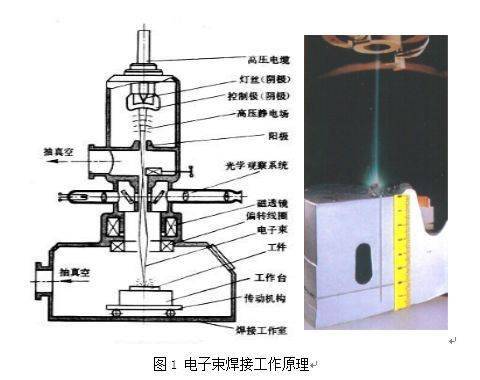
1948年,德国Steigarwald博士在观察电子显微镜时发现电子束可实现金属连接的现象,10年之后他利用研制的电子束焊机实现了5mm厚锆锡合金焊接,制造院在20世纪60年代初便开始了电子束焊接工艺及设备的研发工作。电子束焊接原理是在真空环境下利用电子枪阴极灯丝发射电子,经加速、汇聚获得高能量密度电子束;高速电子束轰击工件,使电子动能转化为热能熔化金属,通过工件或电子枪移动来实现金属材料的焊接。
电子束源具有能量密度高、变形小和质量高等优点,能应用到几乎所有工业领域。制造院早期将电子束焊接应用于发动机压气机、燃烧室、涡轮等核心零部件制造,积累了丰富的钛合金、高温合金及不锈钢等材料结构的焊接经验和数据;后期将电子束焊接应用于飞机滑轨、承力框、起落架、唇口、机尾罩、折叠肋、拦阻钩等零部件制造,其中如大厚度钛合金承力框电子束焊接技术已在我国多家飞机生产企业得到推广应用,并形成了具有自主知识产权的电子束焊接设备系列化制造能力。近年来,参与深海探测潜水器载人舱球壳的电子束焊接攻关工作,获得突破性进展。
07、激光焊
激光焊基于“小孔效应”原理,是一种以聚焦的激光束作为能源轰击焊件所产生的热量进行焊接的方法,属于熔化焊接范畴。由于激光具有折射、聚焦等光学性能,使得激光焊尤其适合于空间复杂曲面的薄壁金属结构的连接,并能够获得大深宽比的焊接接头。该技术起源于20世纪60年代,具有热输入低、焊接速度快、与机械手配合易实现柔性焊接、焊接变形小、接头质量优良等优点。经过几十年的发展,逐渐衍生并发展出激光填丝焊、激光电弧复合焊、预置填料激光焊等多种焊接方法。
激光焊在汽车制造业中的应用最为广泛,而在航空制造业中,近年来其应用也日益增多。制造院已采用激光焊接技术成功实现飞机钛合金机身壁板加强筋焊接,焊接速度高达8m/min以上,焊缝宽度仅约0.5mm-3.0mm,焊缝静强度基本与母材等强,基本实现净尺寸焊接;还采用激光焊接技术成功实现飞机铝合金套筒环形焊接,在国内同类产品中尚属首次,焊缝静强度达320MPa以上,能够满足产品的强度和密封要求。
08、线性摩擦焊
线性摩擦焊焊接时,振动工件在动力源驱动下开始高频往复运动,移动工件在压力的作用下逐步向振动工件靠拢,当两工件接触后,在摩擦力的作用下,界面金属温度升高,在温度和压力的作用下,界面处金属发生塑化,形成飞边,当界面区的温度、变形达到一定程度后,停止振动并施加顶锻压力,界面原子通过扩散与再结晶,形成牢固接头。线性摩擦焊最早用于塑料的焊接。随着研究的不断深入,其应用领域逐渐扩展到铝、钛、镍等合金甚至异种金属的焊接。
线性摩擦焊的应用领域目前主要集中在航空发动机整体叶盘的制造与修复中。国外也在积极探索线性摩擦焊技术在其他构件上的应用,如飞机构件、民用涡轮、风机、医疗器件等。制造院于上世纪90年代末开始启动线性摩擦焊技术方案的探索,自行设计研制实验室用焊机,针对新型发动机研制需求,对各类模拟件和不同材料的线性摩擦焊开展了系统的工艺研究和参数测试,以及接头性能和规范参数优化的试验分析。
09、惯性摩擦焊
惯性摩擦焊是一种在固态下实现焊接的方法,过程中不发生材料熔化,接头组织为锻造组织。惯性摩擦焊一般都装有飞轮,飞轮可储存旋转的动能,用以提供工件摩擦时需要的能量。焊前分别将工件装入旋转端和移动端,焊接开始时,飞轮先被加速到预定转速,然后与动力源分离,此时移动端的试件向飞轮端进给,两侧试件发生相互摩擦加热,在摩擦界面产生高温塑性金属,在轴向顶锻力作用下被挤出界面,同时飞轮速度逐渐下降直至转动停止,在保压一定时间后移动端松开试件并回退,焊接过程结束。
制造院在中型惯性摩擦焊机上完成了某型发动机压气机转子鼓筒轴的制造工序全过程的研究,完成了模拟件焊接,并对高温合金、钛合金压气机转子部件惯性摩擦焊接工艺评定及结构完整性进行了评估,为后续研究提供了技术先导与支撑。
10、搅拌摩擦焊
搅拌摩擦焊是英国焊接研究所(TWI)于1991年发明的一项专利技术。搅拌摩擦焊是一种固态连接方法,一个搅拌头旋转着从待焊材料的一头移动到另外一头,通过物理摩擦生热,使材料软化、搅拌混合,从而形成连接。焊接过程无需添加焊丝等其他材料,被焊材料也没有熔化,焊接过程中无烟尘、强光,不需要添加防护设备,是一种绿色焊接技术。制造院于上世纪90年代中期便对这项技术开展了前期的探索研究,于2002年与TWI合作成立了“中国搅拌摩擦焊中心-北京赛福斯特技术有限公司”,全面开启了搅拌摩擦焊技术研究及推广应用。
搅拌摩擦焊用于铝合金航空结构的制造,根除了熔化焊(主要是氩弧焊)方法可能导致的焊缝缺陷:气孔、夹渣、裂纹以及大热输入引发的接头热影响区性能的下降等。早在2009年,赛福斯特公司就利用搅拌摩擦焊完成了某大型飞机结构组件的低变形、无缺陷焊接,减重200kg;中国某型飞机口盖壁板为2000系列铝合金与蒙皮搭接结构,利用搅拌摩擦焊技术焊接后无变形、性能优异、质量一致性好,加工效率高,产品合格率100%;某型飞机单曲率壁板采用蒙皮与长桁搅拌摩擦焊搭接连接,实现了飞机铝合金壁板结构件的轻质、高性能、低变形焊接。目前,我国已开发多款飞机机身、油箱、口盖、地板结构,新型战斗机舱体、机翼机构和雷达冷板等搅拌摩擦焊产品。
上一篇:热塑性碳纤维复合材料的成型工艺介绍
下一篇:钛合金在航空航天应用中的焊接技术
版权与免责声明:本网转载并注明自其它来源(非本站原创)的作品,目的在于传递更多信息,并不代表本网赞同其观点或和对其真实性负责,不承担此类作品侵权行为的直接责任及连带责任。其他媒体、网站或个人从本网转载时,必须保留本网注明的作品第一来源,并自负版权等法律责任。
如涉及作品内容、版权等问题,请在作品发表之日起一周内与本网联系,否则视为放弃相关权利。
分享到:
 收藏
收藏
收藏
热门评论
今日焦点
热门话题
- 8碳纤维增强复合材料(CFRP)在军工领...
- 7复合材料胶接修复飞机金属结构关键技...
- 5航空发动机涡轮叶片的服役环境及材料...
- 4材料小知识--复合材料
- 3动态感应焊接技术—用于航空大尺寸热...
- 2高性能复合材料的十大常见应用领域
- 2陶瓷基复合材料涡轮叶盘设计、制备与...
- 2树脂基复合材料连续感应焊接技术及航...
- 2航空航天系统结构材料研究进展综述 ⑾
- 2钛合金在航空航天应用中的焊接技术
- 2航空航天工程革命性的复合材料技术
- 2什么是复合材料?全球知名科研材料供应商
- 2工艺仿真助力复合材料研发与制造技术...
- 1《Acta Materialia》:电子束增材...
- 1宾大团队设计新型智能复合材料体系,...
- 1复合材料与镁合金的热压连接及表面氧...
- 1八大金属材料成形工艺,你都知道吗?
- 1民机复材液氢罐的研发要点
- 1热塑性碳纤维复合材料的成型工艺介绍
- 1十大航空焊接技术,你了解哪几种?


