树脂基复合材料连续超声波焊接技术
针对大尺寸FRPC构件的超声波连续焊接关键技术及装备开发正在成为FRPC构件USW领域的研究重点与国际前沿。为了实现FRPC在车身、机身中大尺寸构件的应用,超声辊压连续焊、顺序超声波点焊以及
针对大尺寸FRPC构件的超声波连续焊接关键技术及装备开发正在成为FRPC构件USW领域的研究重点与国际前沿。为了实现FRPC在车身、机身中大尺寸构件的应用,超声辊压连续焊、顺序超声波点焊以及超声波连续焊接技术等具有自动控制功能的连续焊接技术及设备陆续被开发出来。

1. 连续超声辊压焊接
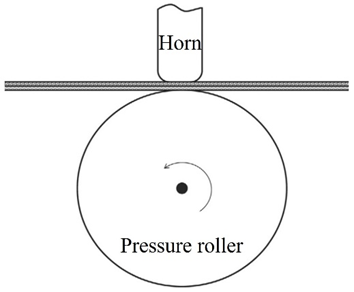
连续超声辊压焊接主要应用于连接柔性热塑性薄膜、织物以及涂层材料的连接[1]。如图1所示,待焊材料放置于声极和压辊之间,随着压辊旋转进入待焊区域,在压力和超声波作用下实现熔融连接,之后在压辊的带动下被移出焊接位。通过改变声极和压辊之间的距离及压辊的转速调控焊接压力及超声波作用时间,声极边缘需要进行圆润处理以防止其卡住或损害待连接材料。该技术效率极高,已应用于柔性材料的工业化生产。
图1 柔性材料连续超声辊压焊接示意图[1]
2. 顺序超声波点焊
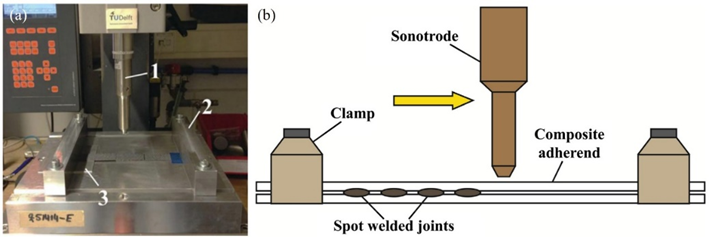
顺序超声波点焊(Sequential USW)是通过移动声极对焊件相邻点依次进行超声焊接,直到整个界面实现熔合。早期的顺序超声点焊是由技术人员利用手持超声波声极在待焊接母材表面特定位置依次进行USW。Lu等[2]利用顺序超声点焊工艺实现了635mm长的CF/PEEK复合材料焊缝。Zhao等[3,4]研发了顺序超声点焊全自动化设备(图2a),可实现两点、三点和四点同步连续焊接;工艺过程如图2b所示,CF/PPS顺序USW点焊接头的剪切承载能力与械紧固件接头相近。
图2 顺序超声波点焊技术[2]:(a) 焊接设备,(b) 焊接工艺示意图
3. 超声波连续焊接
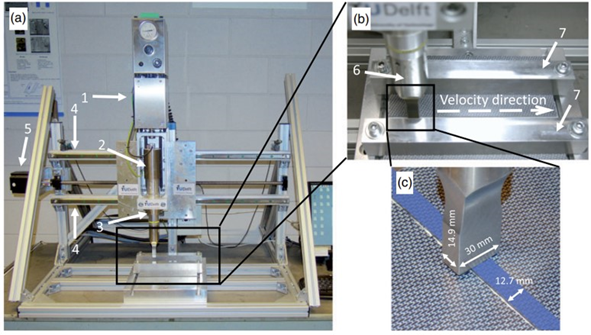
不同于顺序USW点焊的形成的间断焊缝,超声波连续焊接技术的声极在焊接方向连续移动并持续施加超声进而形成连续焊缝[5]。Senders等[6]在传统超声波焊接设备基础上增配了声极水平行程装置,研发出连续超声波焊接设备(图3)及工艺,并实现了CF/PPS复合材料的连续焊接;CF/PPS复合材料的焊接界面嵌入0.08mm厚的超薄扁平ED,抑制了焊接过程因母材大变形造成熔融聚合物的外溢,提高了焊接速度和焊缝的质量。Jongbloed等[7]认为在超声波连续焊接工艺中,采用聚合物编织的网状ED取代扁平ED能够提升ED与母材接触紧密程度及界面处能量集中能力,获得更均匀的焊缝。
图3 超声波连续焊接技术[5]:(a) 焊接设备,(b) 焊接过程,(c) 声极及焊接区域尺寸
为了提高焊接效率,Jongbloed等[8,9]对Senders超声波连续焊接设备进行了升级改造(图4a),增配了在X-Y方向任意移动的工作平台;新设备提供了声极、母材两种移动方式,能够更好满足特殊尺寸或异形母材连续焊接的需求;此外,在声极后侧添加了一个与声极同步移动的保压固结装置(Consolidator,图4b),其作用是对焊后母材继续提供压力以挤出焊缝中残存孔隙,同时保证焊缝中的聚合物有序冷却固结、释放界面应力。CF/PPS复合材料焊接头断面形貌证实保压固结装置能够有效降低焊缝内的开裂、孔隙等缺陷(图4c和4d)[10]。
图4 超声波连续焊接技术:(a) 焊接装置,(b) 焊接工艺示意图,(c, d) 增加保压固结装置前后CF/PPS复合材料连续焊缝断面的形貌
连续超声波焊接技术是FRPC构件焊接的最新发展,也被认为是实现大尺寸FRPC构件装配连接的关键技术之一,对其开展的研究还非常有限,目前国内尚未见相关文献报道。
[1]BENATAR A. Ultrasonic welding of plastics and polymeric composites[M]//Power ultrasonics. Woodhead Publishing, 2015: 295-312.
[2] LU H M, BENATAR A, HE F G. Sequential ultrasonic welding of PEEK/graphite composite plates[C]//Proceedings of the annual technical conference ANTEC, Montreal, Quebec, Canada. 1991.
[3] ZHAO T, BROEK C, PALARDY G, et al. Towards robust sequential ultrasonic spot welding of thermoplastic composites: Welding process control strategy for consistent weld quality[J]. Composites Part A: Applied Science and Manufacturing, 2018, 109: 355-367.
[4] ZHAO T, RANS C, VILLEGAS I F, et al. On sequential ultrasonic spot welding as an alternative to mechanical fastening in thermoplastic composite assemblies: A study on single-column multi-row single-lap shear joints[J]. Composites Part A: Applied Science and Manufacturing, 2019, 120: 1-11.
[5] SOCCARD E. Ultrasonic assembly method[P]. WO, 2007, 3626: A1.
[6] SENDERS F, VAN BEURDEN M, PALARDY G, et al. Zero-flow: A novel approach to continuous ultrasonic welding of CF/PPS thermoplastic composite plates[J]. Advanced Manufacturing: Polymer & Composites Science, 2016, 2(3-4): 83-92.
[7] JONGBLOED B, TEUWEN J, PALARDY G, et al. Continuous ultrasonic welding of thermoplastic composites: Enhancing the weld uniformity by changing the energy director[J]. Journal of Composite Materials, 2020, 54(15): 2023-2035.
[8] JONGBLOED B, TEUWEN J, BENEDICTUS R, et al. On differences and similarities between static and continuous ultrasonic welding of thermoplastic composites[J]. Composites Part B: Engineering, 2020, 203: 108466.
[9] JONGBLOED B C P, TEUWEN J J E, BENEDICTUS R, et al. A Study on Through-the-Thickness Heating in Continuous Ultrasonic Welding of Thermoplastic Composites[J]. Materials, 2021, 14(21): 6620.
[10] JONGBLOED B, VINOD R, TEUWEN J, et al. Improving the quality of continuous ultrasonically welded thermoplastic composite joints by adding a consolidator to the welding setup[J]. Composites Part A: Applied Science and Manufacturing, 2022: 106808.
上一篇:石墨烯气凝胶基复合材料的结构优化及其在电池和超级电容器中的应用
下一篇:树脂基复合材料连续感应焊接技术及航空应用
版权与免责声明:本网转载并注明自其它来源(非本站原创)的作品,目的在于传递更多信息,并不代表本网赞同其观点或和对其真实性负责,不承担此类作品侵权行为的直接责任及连带责任。其他媒体、网站或个人从本网转载时,必须保留本网注明的作品第一来源,并自负版权等法律责任。
如涉及作品内容、版权等问题,请在作品发表之日起一周内与本网联系,否则视为放弃相关权利。
分享到:
 收藏
收藏
收藏
热门评论
今日焦点
热门话题
- 52航空发动机涡轮叶片的服役环境及材料...
- 47十大航空焊接技术,你了解哪几种?
- 27树脂基复合材料连续超声波焊接技术
- 15材料力学中截面的几何属性
- 13碳纤维增强复合材料(CFRP)在军工领...
- 12航空航天系统结构材料研究进展综述 ⑾
- 10高性能复合材料的十大常见应用领域
- 10什么是复合材料?全球知名科研材料供应商
- 10虚拟样机 | 使用虚拟样机技术优化...
- 9材料小知识--复合材料
- 9八大金属材料成形工艺,你都知道吗?
- 6民用航空产品的可用性
- 6复合材料胶接修复飞机金属结构关键技...
- 6钛合金在航空航天应用中的焊接技术
- 5宾大团队设计新型智能复合材料体系,...
- 5民机复材液氢罐的研发要点
- 5动态感应焊接技术—用于航空大尺寸热...
- 4树脂基复合材料连续感应焊接技术及航...
- 4碳纤维复合材料的知识盘点
- 3分层缺陷深度对复合材料层合板力学性...


